
自転車のハンドルにも用いられるGFRP/CFRP射出成型物
2025-06-10
FRPのスポーツ用途の一つである自転車。今回は、自転車のハンドルにも用いられるGFRP/CFRP射出成型物について述べます。
ハイエンドの自転車部品にFRPを使うことは珍しくない
自転車は比較的古くからFRPが使われてきた用途の一つです。
町中にある自転車屋さんでも、お店の奥の方で壁にかけられている自転車はFRP製である、
ということは珍しくありません。
価格は数十万円以上は当たり前です。
主にフレームをCFRPで作っており、
一般的な自転車と比べて明らかに軽い。
これこそが競技を意識した自転車の設計コンセプトであり、
そのコンセプトを実現できる素材としてFRPを選定していることになります。
過去にはCF/PPのハイブリット強化繊維(sigmaIF)が自転車部品に用いられていること、
コミングル材料をE-Bikeの構造部材に用いていること、
そして自転車にFRPを使うにあたっての安全性評価に関してUCI ( Union Cycliste Internatioale )が指針を出していることをご紹介しました。
特にUCIのFRPに関する考えは今でも色あせない、
的を射た発言だと感じます。
※関連コラム
今回ご紹介するのは自転車の構造部材であるハンドルについて、
GFRP/CFRP射出成型品を適用するというものです。
ハイエンドの自転車部品にGFRP/CFRPハイブリット射出成型品が使われ始めている
従来の自転車向けFRP製構造部材は炭素繊維と熱硬化性マトリックスからなるプリプレグを中間材料とし、ハンドレイアップやフィラメントワインディング、もしくはシートワインディングのような製法を用いたものが主です。
これに対し、今回紹介するものは成型法が射出成型です。
つまり中間材料はペレットになります。
参考にしたのは以下のリリース記事になります。
概要を述べます。
対象製品はCANYON向けの中空構造ハンドル

Source: Endurace CFR Di2 / CANYON
ハンドルをFRP製射出成型品で製作した対象製品はCANYONです。
自転車が好きな方にとってはなじみ深いメーカかもしれません。
日本語のページもあります。
市販グレードでは数十万円から高いもので百万円を超えます。
レース向け車両だと二百万円を超えており、もはや自動車レベルです。
上記の射出成型品はあくまでもコンセプト製品なので、いつ市販されるかはわかりませんが、
2025年6月25から29日にフランクフルトで開催されるEUROBIKEという展示会で紹介されるようです。
※参考情報
このハンドルは中空形状で、GFRP/CFRPのハイブリット材料で構成されています。
使用した射出成型機はENGEL victory 180
参照元である記事をリリースしたENGELは設備メーカです。
前述のハンドルはENGEL victory 180という射出成型機で成形したとのこと。
末番の180は型締力(クランプ力)を意味しており、
この装置の場合、当該力が180kNであることを示しています。
装置の概要紹介として、以下のような動画があります(音が出ます)。
この射出成型機を用いた成型にはいくつかの特徴があると書かれています。
Fluidmelt technology
中空成型体を作る技術です。
射出成型の要領で溶融樹脂を型に入れると同時に、
高圧気体を樹脂内に入れて成型を支援するというものです。
以下の動画を見るとイメージがわくのではないでしょうか。
なお、ENGELは気体(窒素ガス)だけでなく、水を用いた同様の技術があると書かれています。
中空形状にすることで、曲げやねじり剛性を高めるのがその狙いにあるようです。
自転車のハンドルのような剛性の求められる用途には必須の考え方です。
tie-bar-less
射出成型ではおなじみのtie-barが無いとのこと。
このこと(tie-barが無いこと)が成形技術業界では一般的になりつつあるかはわかっていませんが、
tie-barが無いことで成形型のサイズを大きくできる、型交換が容易といったメリットが得られるとのこと。
こちらについても以下のような動画をご覧いただくとわかりやすいと思います。
なお、仮にtie-barを交換しようとすると以下のように大掛かりになるようです。
このような高精度、大型の部品が無いというのはメリットであるに違いありません。
easix articulated robot
射出成型機にロボットアームを組み合わせているというのが趣旨です。
後述するCFのUDテープとのハイブリットにする、
といった工程にはこのロボットを用いているものと推測します。
次にFRPに関する部分を述べたいと思います。
材料はGF/PA6とCFのUDテープ
既述の通り、ハンドルはGFRP/CFRPのハイブリットで構成されています。
GFRPはPA6にガラス繊維を混ぜたペレットで、
Fluidmelt technologyを盛り込んだ射出成型により中空構造をしています。
ただこれだけだと剛性と強度が足りないためか、
一成型体あたりCFRPのUDテープを4本適用したと書かれています。
テープの幅、炭素繊維の種類は不明ですが、
GFRPと一体成型と書かれているので、
マトリックス樹脂はGFRPと同じPA6であると考えます。
これは部分補強というFRPでは良く用いられる設計技術です。
そして型内で同時成形することで融着させて一体化という考えも、
FRPの世界では良く取り組まれていることの一つといえます。
一体成型は温室効果ガス排出削減にも効果があると記述されています。
本点については、考察を後述したいと思います。
※関連コラム
今回のリリース記事から考えるべきことは何でしょうか。
FRPの世界で射出成型を上回る生産量を実現できる成型技術は無い
これは間違いなく言えることですが、
単位時間当たりの成形数という点でいうと、
FRPを用いた成型技術で射出成型を上回るものはありません。
個人的には、FRP向けの成型技術において唯一大量生産に耐えられる技術だと思っています。
ただし、今回のように部分補強にUDテープを用いる、
といった+αをしようとすると成型効率低下は不可避であることにも注意が必要です。
熱可塑性FRPを用いることによる温室効果ガス排出削減
前出の通り、一体成型を取り入れた射出成型は温室効果ガス削減に効果があるという記述がありました。
この記述から私が持ったのは、
「射出成型は他の成形技術と比較し、温室効果ガス排出量は違うのか」
という疑問でした。
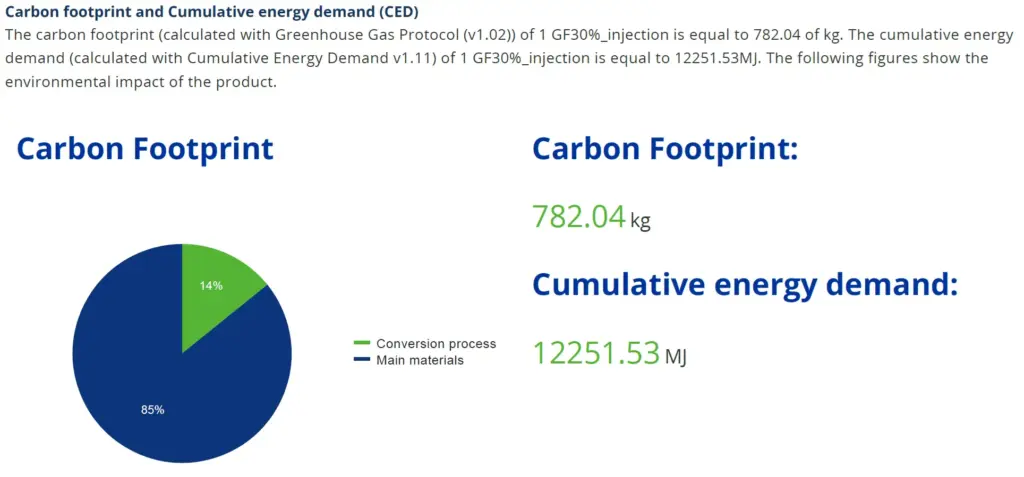
試しにGF30wt%、PA70wt%(PA6という指定不可)という材料構成において、
GFがチョップドストランド、成形材料総重量100kgでそれぞれ共通にし、
片方を射出成型、もう片方をSMCを基本としたプレス成型とした場合、
二酸化炭素排出量や消費エネルギーに大きな違いが出るかを検証しました。
(直接的、間接的な)二酸化炭素排出量、並びに消費エネルギーの算出結果は以下の通りです。
射出成型
プレス成型(SMC)
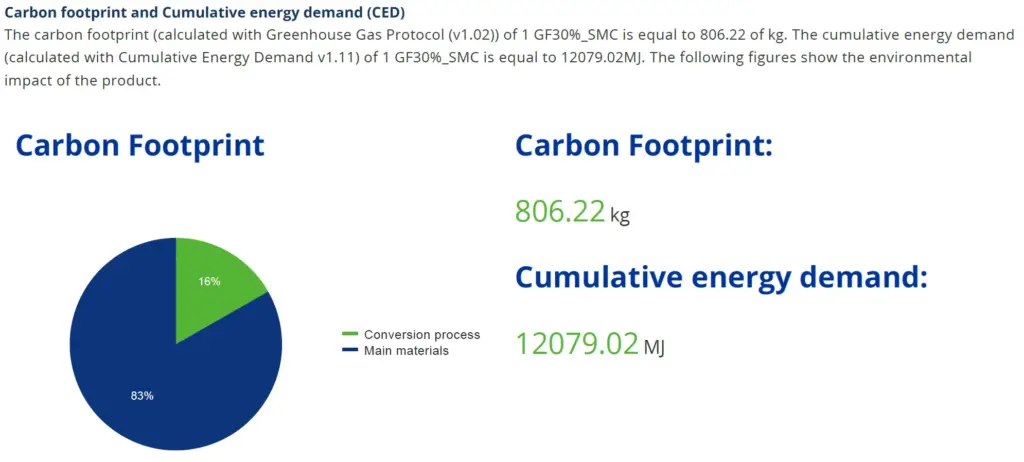
確かに射出成型の方が二酸化炭素排出量が少ないですが、
その差は3%程度です。
消費エネルギーでいうと射出成型の方が多いです。
本計算はもちろん概算でしかなく、
材料製造やリサイクルを含むマテリアルライフサイクルまで考慮できていないなど、
細かい条件設定が不十分かもしれません。
一体成型や自動化技術適用有無の違いも考慮できていません。
しかし成形工程だけを見ると、
成型工程だけでは環境への影響はさほど変わらないのではないかと感じます。
なお、本算出にはEuCIAのECO IMPACT CALCULATOR for compositesを用いています。
詳細をご覧になりたい方は以下のコラムをご参照ください。
※参照コラム
まとめ
射出成型にUDテープを適用するなど、
当該成形技術に用いられるFRP材料のバリエーションが増えていると感じます。
トータルという意味でのコストへの影響はよくわかりませんが、
射出成型はハンドレイアップよりも量を作れるため、
少なくとも一般向けの製品という、
数量が求められる用途にFRPを展開するにあたって重要な成型技術の一つだと考えます。
自転車のハンドルはあくまで一例ではありますが、
UDテープと併用することで今まで以上に高強度、高剛性の求められる用途への拡大が期待されます。
同時に昨今は考慮不可避の環境への影響について、
ご紹介したようなツールをはじめとした評価を行い、
トータルとして市場に展開する意義や価値があるかを、
設計段階で考えるという視点が重要です。
←「〈連載〉繊維強化プラスチック短信 第40回 組紐/金属リングによるFRPへの穴形状導入」前の記事へ 次の記事へ「非破壊検査技術の動向とFRPへの応用展開」→

