
MIKROSAM の熱可塑性プリプレグ製造機
東ヨーロッパのマケドニア旧ユーゴスラビア共和国に本拠地を構える MIKROSAM 。
苦しい時期を乗り越え旧ユーゴスラビアから独立した今もマケドニアと呼ぶことにギリシャから反対されているという複雑な地理関係にあります。
会社紹介は以下のページで見ることができます。
http://www.mikrosam.com/new/article/en/history/
MIKROSAMは東ヨーロッパで一社気を吐き、以下のようなFRP関連で多くの製品を扱っています。
Automated Fiber and Tape Placement (AFP/ATL)
Automated Fiber Placement (AFP)
Automated Tape Laying (ATL)
Offline Programing Software
Online Motion and Process Control
Prepreg Making
Solvent system
Hot melt system
Thermoplast system
Prepreg Slitting/Rewinding
Wide tape slitting
Narrow tape slitting
Filament Winding (FW)
Industry applications
Software
Auxiliary equipment
Composite Machining
Roller machining
5-axis milling
Cutting and calibration station
参照元URL:http://www.mikrosam.com/new/article/en/how-we-work/
これだけ多くのものを広く扱っている企業は世界的に見ても稀です。
よく言えば非常に広い技術を持っているという考え方もありますが、
会社としての主軸が見えにくく、どれも”ほどほど”の技術しか持っていないという見方もできます。
今回はこの中で来月のJECでも発表するとしている、以下の熱可塑性樹脂ベースのプリプレグ製造装置についてご紹介したいと思います。
http://www.mikrosam.com/new/article/en/thermoplast-system/
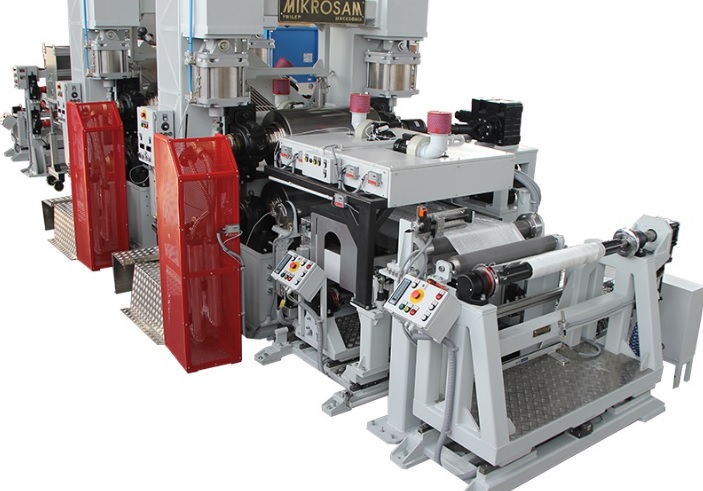
( The image above is referred from http://www.mikrosam.com/new/article/en/thermoplast-system/ )
そもそも論なところからお話をすると、プリプレグ製造機を製品として箱売りする企業はほとんどありません。
(大体は設備屋さんと設計者の間で相談しながら作られる特注品です)
その中で熱可塑性樹脂をベースとしたプリプレグ製造機を扱うというのは、輪をかけてまれなケースとして認識する必要があります。
上記のプリプレグ製造機の仕様概要を以下に示します。
Max Cloth Weight: 600 g/m2
Max Prepreg Width: 1,200 mm
Resin rating in prepreg: 35%-60%
Process speed: 0 – 5 m/min
Heating Temperature: 60-400oC (IR heating) +/- 3oC
Calender Rolls Temperature: 80 – 250oC (Thermal Oil heating) +/- 3oC
Heating Media: Thermal Oil and IR heating
Cooling Media: Water solution
因みに本装置は熱可塑性樹脂のパウダーからプリプレグを作れるという、
FRP設計者から見るととても魅力的な機能を有しています。
(使いたい材料を自前で調整、改質することが可能であるため)
まず驚いたのは最大の繊維目付の600 g/m2です。
かなりの厚み(約0.75mm)を有するものについても繊維含浸できると述べています。
熱硬化ならまだわかりますが、熱可塑でできるというのは驚きです。
もちろん、実際にできるかどうかは別議論であると考えます。
resin rating とは Resin content のことかもしれません。
もしそうだとすると最小35%は Vf 60% に該当します。
これも一次構造材として用いるには十分な値です。
ライン速度も最大 5m/minとのことなので決して遅くなく、むしろ早いくらいではないでしょうか。
Heating / cooling media が油またはIRであるというのはごく一般的なものでしょう。
ここで個人的にやや疑問に思ったのは Heating temperature と Calender Roll のことです。
それぞれの温度が最大で400℃、250℃と書かれています。
MIKROSAM のHPでは対象となる樹脂はPPSとしか書かれていませんので無い話ではないかもしれませんが、JECでのプレスリリースによるとPEEKやPEKKもできると書かれています。
恐らくですがこれらのスーパーエンプラでのプリプレグ製造にはカレンダロール温度250℃は明らかに昇温不足です。
最低でも350℃以上は必要です(現実的には400℃以上)。
予備加熱の温度も400℃で足りるかどうかはよくわかりません。
実は熱可塑性プリプレグ製造機では本点がネックになるケースが多いのです。
というのも300℃を超える熱を大型のロールにかけることにより熱変形が起こり、
クリアランス設定に狂いが生じることが多々あります。
熱により設備そのものが変形してしまうのです。
そして、そもそもそのような仕様の超高温タイプのロールは非常に高価でもあるようです。
高温というのは設備にとても負担がかかるのです。
スーパーエンプラはその高い耐熱温度故、加工可能温度である融点が非常に高い。
とはいえ加熱して粘度を下げないと繊維には含浸できない一方で、300℃を超える温度に有機物をさらすことは酸化分解の温度域であるため加熱は短時間にしたい。
熱可塑性樹脂を用いる場合に直面する典型的なジレンマです。
このようにFRTP(熱可塑性繊維強化プラスチック)は熱硬化と異なる難しさがあるということは認識しなくてはいけません。
いよいよ来月に迫ったJEC。
ここでどのようなプリプレグ製造装置がお目見えするのか。
今から楽しみです。

